主な設備・加工技術
形材の断面設計・ダイス設計・押出工程を一貫して短納期で実現。
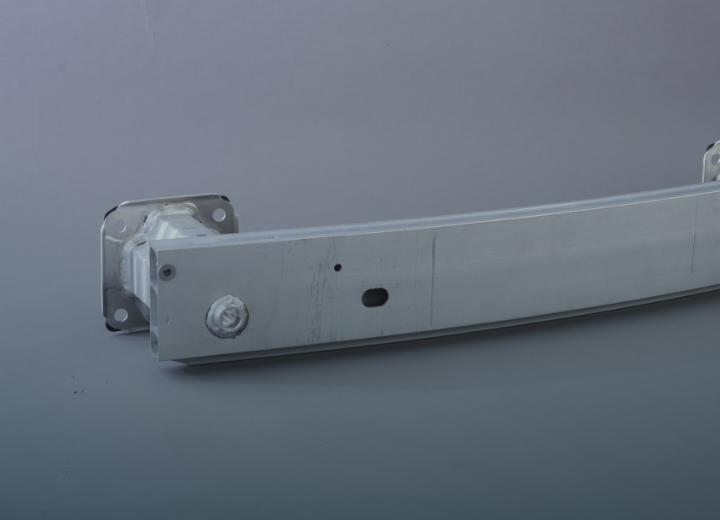
エキスパンド押出工法により10インチサイズまでの押出が可能。長尺材、製品長14.5Mまでの押出が可能。
UACJ押出加工安城では、形材の断面設計・ダイス設計から、押出工程を一貫して短納期で実現。製造履歴の管理・記録により、確実な品質管理を実現しています。
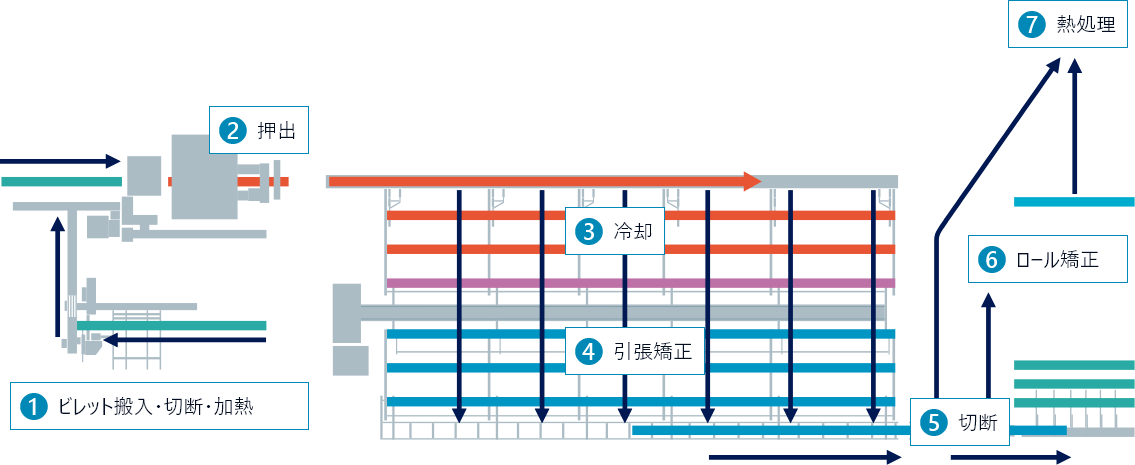
押出材の製造工程
1ビレット搬入・切断・加熱
アルミ合金の長尺ビレットを切断し、500℃前後に加熱した後に押出機に送ります。

2押出
ダイスを通じて押出し、多種多様な形材に成形します。
- 1000系合金
- 3000系合金
- 6000系合金
- 7000系合金

3冷却
押出された形材をクーリングテーブル上で冷却します。

4引張矯正
形材にねじれや曲がりがないように矯正します。

5切断
お客様のご指定の寸法に切断します。

6ロール矯正
ロール矯正にてお客様がご要求される寸法精度に材料を矯正します。

7熱処理
機械的性質向上のため、材質・ 質別に応じた熱処理を行います。